�aƷչʾ
| PRODUCTϵ�҂�
| CONTACT��˾�����������д�W��·��̸�6̖��10��/11��
���a���أ�����ʡ�����Ё�������ù��I�@�^
� Ԓ�� 0371-56777921
�S��ֱ�N��139-3717-0928
�]�䣺3491492646@qq.com
�B�T���Ī��ҕ���ͻ���ϵ��x��
�l���r�g��2017/3/28 11:31:46 �c���ʣ� ��Դ:���� ���ߣ��sʢ�Ͳ� ��30�����Ŭ���������B�m�T�����uȡ����Vģ���T�������V�����ú�Ȟ�150��250mm�B�T�������a��ģ��M��80����B�T���g����ͻ���Ե��Mչ��Ŀǰ���_�l�ܝ�ע�����İ��������ߵĝ�ע�ٶȣ�ʹ���a�������н���Ҏģ���B�T���g�������_�l���ˮֱ�ӝ��T�ɱ�����ֱ�������Ʒ����Ʒ���B�T���g��
����������B�T�C�����a�ʣ����������ٶ����P�I�����F��Ч�B�T����Ҫ���g�У��Y�����������g������ע���ˮ���g��Һ����Ƽ��g����ֹ���A�s�ͱ��o�����룬�Լ���ֹ���ѵļ��g�ȡ�ͨ�^��ȡ�@Щ���g��ʩ��Ŀǰ�ڴ����a���T�C�������ٶȿ��_��3.0m/min����ԇ�C���_����5.0m/min���錍�F��Ч�B�T�������ͻ���ϵ��x��������Ҫ�l��֮һ��
����һ���������B�T���ͻ����
�������d�lչ�ı������B�T�C�������a��Ȟ�20��60mm�����Ȟ�500��1200mm�ı�������ֱ�ӹ��o��܈�S�ľ�܈�C�M�������ϡ�������˹��-���R�˹�˾�_�l�ı������T-܈��ˇ�����QISP����ԓ��ˇ�ļ��g���c���£�
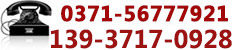
������1������ʽ�Y�������D4-66�����Y�����ϲ��鴹ֱ���²��黡�νY�����Ȱ���{���T���ڽY�����ϲ��^��ֱ�������Y�����в��c�T�C�Ļ��ΰ돽���С��@�N�Y���������m�Ͻ���ʽˮ�ڵļѿ��g��
����ˮ�����Ξ��ƽ�����c�ˮ�ăȽ��|��Ҫ�ȈA�Ρ��E�A�εij�Ҏ����ʽˮ�ڴ�2.5������ֹAl2O3����ˮ�ڱڳ��e����������֮����ʽˮ�ڱ��c�Y�����ڵ��g����10��15mm��Ҫ��ֹ��䓴�����ʹ��ǰ��Ҫ�{�ع�����ͬ�r��������Y����Ҫ���ˮ�������ßo������ע��
������3�����o�������ڽY�������Π�͝�ע�������ĸߝ�ע�ٶȣ�һ�_ʼ���y�����Ϳ��Ʊ��o��Ĥ��������ע���е�䓷N�a���v�Ѽy����Q�������£�
����1�������c����
����2����ճ������
����3���w��������ۄ�����
��������ˮƽ�B�T���ͻ����
����1�����x�h
����䓵�ˮƽ�B�T��һ헰lչǰ���V韵��¼��g���������O�了�Ρ�Ͷ�Yʡ����������ȃ��c����֮���g���ͽY����ֱ��ˮƽ���B������Ч�ط�ֹ�ˮ�Ķ�����������ֹ䓰������g�����Һ��ע���Լ��Y�����ȵ��Һ�c�՚���|�l������Ĥ��������Ƥ�����p���T���еķǽ��يA�s�ͱ���ȱ�ݣ��Ķ����C�B�T���|����
����ˮƽ�B�T�c���y�Ļ����B�T��ȵă��c�ǣ�
������1�������O��ˮƽ���ã��C���͡�����Ͷ�Y�͡�
������2���T���|���ߡ��������g���c�Y����ֱ�����B����ֹ�˶������������ˮ�ЊA�s���������g���ϸ��������䓜[���ȡ�
������3����ֱ�ӝ�ע��С���T������70mm���������������ľ������������С��܈�Ʊ�ȡ�ýK�ˮaƷ�����ؿs����ұ�����a���̡�
������4����ȫ�ɿ��Ժá������O��ˮƽ���ã�һ����©�����m�O����pС������ˮƽ�B�T�а��Ќ��T����©�O���b�ã����Ԍ���©�M�бO�ء�Ŀǰ��ˮƽ�B�T�m������С��䓏S�c늠tƥ�����aС�͔����T����
������ˮƽ�B�T�У������x�h�����������g���c�Y�����ܷ��B�ӣ����P�I�ԵĹ����ͻ���ϡ�ԓ�B�Ӳ�λ��Ҫ�ܷ⣬���F�ܷ❲ע����Ҫ�����ˮ�Y��ǰ�����̵����c���˹�Һ�桱���ˮ�M����x�h�������_ʼ���̣����������c���x�h���x���ڽY�����γ��T�������x�h����Ҫ�����У�
������1���ܷ��B�����g���ͽY������
������2����ֹ�����ˮ�ض��½������̶����Y������
������3���_���Y���������������̵�λ�á�
����2�����x�h���߂�ėl��
�������x�hλ�����g���c�Y�����g�ܷ��B�ӣ�ԓ̎���ױ��ˮ���g�����γɡ������ȿڡ��t�o�������T����������ò��|����Ҫ�ܽ��ܸߜ؛_����߀Ҫ���ӹ�������ʹ���c�Y�����~�ׇ�����ϡ�ͬ�r���x�h�ڹ�����B�£��c�ߜ��ˮ��ˮ��Y�����͜��~���|������������ܟᑪ�����܇��h�������d�ɮa���ęCе���������á�
���������x�h�������ò��|��Ҫ�߂�������Ҫ�l����
������1�����ױ��ˮ����ʹ�T���c���x�h��������_��
������2���ߜؙCе���Ⱥã���ĥ�p�������g��
������3�����x�h���ܜض��ݶȴ�Ҫ���͟�_���Ժã������䣬�w�e���������⣬���ڷ��x�h�ăɂ�����������ˮ�У�������x�h���F������Ѽy���T��ǰ���ΑB�����������������ؕr������ǰ�t�c���x�hճ�Y��һ�𣬲��ܡ����x����ʹ�������ࡣ
����ͬ�r���x�h��ʹ��߀��ע�⣺
����1���濾�A�ᣬ��ֹ�Ѽy��
����2�����������x�h�к���B2O3������������H3BO4���ں濾��ʹ�Õr�ų�ˮ�⣬ʹ��Ʒ�_���Ɖģ�
����3����������BN���ķ��x�h�����������^��A��濾�ض����^��r�g�L�����x�h����������ӳ��F��Û��С�ݣ�Ӱ�ʹ�É�����
����3���l�����ͻ����
����ˮƽ�B�T���l���c����ˮ�ڵĻ�������ƣ�ˮƽ�B�T���l����p�U�壬���ɃɉK�l��M�ɡ��l���һ�K�c���g��ˮ�����B�ӣ���һ�K�c�Y����ˮ������|���ɉK�l�����g����һ����䓿ס����_��ǰ���ɉK�l��քe��ס���g���ͽY����ˮ�ڵ���䓿ס�
�����_���r���ɉK�l��ͬ�r���»��ӣ�ʹ�����~���c���g���ͽY����ˮ�ڵ���䓿�һ�¡��@�r�����g���е��~ˮ��ͨ�^���g��ˮ���M���l��ף����M��Y����ˮ�ڣ��Kͨ�^���x�h�M��Y�������@�r�����_ʼ������ע�ꮅ�r���ɉK�l��ͬ�r�ϻ�����ס���g��ˮ�ںͽY����ˮ�ڵ����~�ڣ���ֹ�ˮ�M��Y������Ȼ�����g�����ߣ�������һ�K�l�壬��һ�K�l��t�c�Y����ˮ�����B����ֹ�ˮ�ĽY�����е����������l����φ��£���ȫ���T�����C�|������Ҫ���á�
���������ܑ��߂������c��
������1�����ˮ�����������g�͛_ˢ��
������2�������^�{�ęCе���Ⱥ���ĥ�ԡ�
������3���������õĿ������ԡ�
������4�����^�ߵ�ƽ���Ⱥ⻬�ȡ�
����Ŀǰ���l����|��Ҫ�к�ZrO2 85%���l�壬��ZrO2 65%��75%���l�壬�Լ����X̼-䆄���̼�ͺ��l�塣��|�l��r��ߣ����˽��ͳɱ�������Al2O3-C��Al2O3-ZrO2-C�ͺ��l�壬��䓏Sˮƽ�B�T�Cԇ�ã���r���á��l�岻�_�ѻ�������_�ѬF����䓿⻬���]�г��e����g��С��ÿС�r���g���s0.3mm��
����������B�T�C�����a�ʣ����������ٶ����P�I�����F��Ч�B�T����Ҫ���g�У��Y�����������g������ע���ˮ���g��Һ����Ƽ��g����ֹ���A�s�ͱ��o�����룬�Լ���ֹ���ѵļ��g�ȡ�ͨ�^��ȡ�@Щ���g��ʩ��Ŀǰ�ڴ����a���T�C�������ٶȿ��_��3.0m/min����ԇ�C���_����5.0m/min���錍�F��Ч�B�T�������ͻ���ϵ��x��������Ҫ�l��֮һ��
����һ���������B�T���ͻ����
�������d�lչ�ı������B�T�C�������a��Ȟ�20��60mm�����Ȟ�500��1200mm�ı�������ֱ�ӹ��o��܈�S�ľ�܈�C�M�������ϡ�������˹��-���R�˹�˾�_�l�ı������T-܈��ˇ�����QISP����ԓ��ˇ�ļ��g���c���£�
������1������ʽ�Y�������D4-66�����Y�����ϲ��鴹ֱ���²��黡�νY�����Ȱ���{���T���ڽY�����ϲ��^��ֱ�������Y�����в��c�T�C�Ļ��ΰ돽���С��@�N�Y���������m�Ͻ���ʽˮ�ڵļѿ��g��
������2�����ڽ���ʽˮ�ڣ��D4-67�������ڽY�������gС��������ʽˮ�����������Ҫ������_�l�������Π�ı��ڽ���ʽˮ�ڡ�
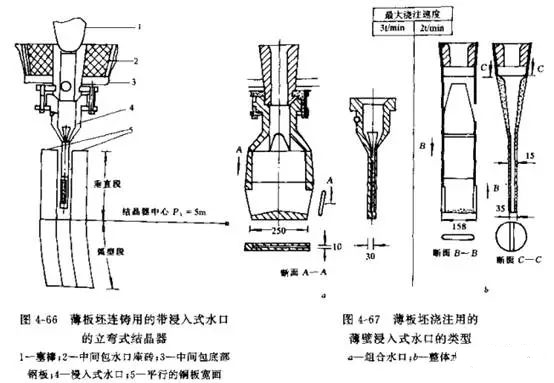
����ˮ�ڵ��¿ڿ���H30��35mm�����üӏ�ˮ�ڱں�Ȟ�10mm�����Ȟ�250mm��ˮ��ͨ���ĺ�Ȟ�10��15mm��������2��3t/min������ʽˮ�ڲ��|�麬������BN��������䆣�ZrO2���ĸ��X̼�|����ʹ�É�����4h��
����ˮ�����Ξ��ƽ�����c�ˮ�ăȽ��|��Ҫ�ȈA�Ρ��E�A�εij�Ҏ����ʽˮ�ڴ�2.5������ֹAl2O3����ˮ�ڱڳ��e����������֮����ʽˮ�ڱ��c�Y�����ڵ��g����10��15mm��Ҫ��ֹ��䓴�����ʹ��ǰ��Ҫ�{�ع�����ͬ�r��������Y����Ҫ���ˮ�������ßo������ע��
������3�����o�������ڽY�������Π�͝�ע�������ĸߝ�ע�ٶȣ�һ�_ʼ���y�����Ϳ��Ʊ��o��Ĥ��������ע���е�䓷N�a���v�Ѽy����Q�������£�
����1�������c����
����2����ճ������
����3���w��������ۄ�����
��������ˮƽ�B�T���ͻ����
����1�����x�h
����䓵�ˮƽ�B�T��һ헰lչǰ���V韵��¼��g���������O�了�Ρ�Ͷ�Yʡ����������ȃ��c����֮���g���ͽY����ֱ��ˮƽ���B������Ч�ط�ֹ�ˮ�Ķ�����������ֹ䓰������g�����Һ��ע���Լ��Y�����ȵ��Һ�c�՚���|�l������Ĥ��������Ƥ�����p���T���еķǽ��يA�s�ͱ���ȱ�ݣ��Ķ����C�B�T���|����
����ˮƽ�B�T�c���y�Ļ����B�T��ȵă��c�ǣ�
������1�������O��ˮƽ���ã��C���͡�����Ͷ�Y�͡�
������2���T���|���ߡ��������g���c�Y����ֱ�����B����ֹ�˶������������ˮ�ЊA�s���������g���ϸ��������䓜[���ȡ�
������3����ֱ�ӝ�ע��С���T������70mm���������������ľ������������С��܈�Ʊ�ȡ�ýK�ˮaƷ�����ؿs����ұ�����a���̡�
������4����ȫ�ɿ��Ժá������O��ˮƽ���ã�һ����©�����m�O����pС������ˮƽ�B�T�а��Ќ��T����©�O���b�ã����Ԍ���©�M�бO�ء�Ŀǰ��ˮƽ�B�T�m������С��䓏S�c늠tƥ�����aС�͔����T����
������ˮƽ�B�T�У������x�h�����������g���c�Y�����ܷ��B�ӣ����P�I�ԵĹ����ͻ���ϡ�ԓ�B�Ӳ�λ��Ҫ�ܷ⣬���F�ܷ❲ע����Ҫ�����ˮ�Y��ǰ�����̵����c���˹�Һ�桱���ˮ�M����x�h�������_ʼ���̣����������c���x�h���x���ڽY�����γ��T�������x�h����Ҫ�����У�
������1���ܷ��B�����g���ͽY������
������2����ֹ�����ˮ�ض��½������̶����Y������
������3���_���Y���������������̵�λ�á�
����2�����x�h���߂�ėl��
�������x�hλ�����g���c�Y�����g�ܷ��B�ӣ�ԓ̎���ױ��ˮ���g�����γɡ������ȿڡ��t�o�������T����������ò��|����Ҫ�ܽ��ܸߜ؛_����߀Ҫ���ӹ�������ʹ���c�Y�����~�ׇ�����ϡ�ͬ�r���x�h�ڹ�����B�£��c�ߜ��ˮ��ˮ��Y�����͜��~���|������������ܟᑪ�����܇��h�������d�ɮa���ęCе���������á�
���������x�h�������ò��|��Ҫ�߂�������Ҫ�l����
������1�����ױ��ˮ����ʹ�T���c���x�h��������_��
������2���ߜؙCе���Ⱥã���ĥ�p�������g��
������3�����x�h���ܜض��ݶȴ�Ҫ���͟�_���Ժã������䣬�w�e���������⣬���ڷ��x�h�ăɂ�����������ˮ�У�������x�h���F������Ѽy���T��ǰ���ΑB�����������������ؕr������ǰ�t�c���x�hճ�Y��һ�𣬲��ܡ����x����ʹ�������ࡣ
����ͬ�r���x�h��ʹ��߀��ע�⣺
����1���濾�A�ᣬ��ֹ�Ѽy��
����2�����������x�h�к���B2O3������������H3BO4���ں濾��ʹ�Õr�ų�ˮ�⣬ʹ��Ʒ�_���Ɖģ�
����3����������BN���ķ��x�h�����������^��A��濾�ض����^��r�g�L�����x�h����������ӳ��F��Û��С�ݣ�Ӱ�ʹ�É�����
����3���l�����ͻ����
����ˮƽ�B�T���l���c����ˮ�ڵĻ�������ƣ�ˮƽ�B�T���l����p�U�壬���ɃɉK�l��M�ɡ��l���һ�K�c���g��ˮ�����B�ӣ���һ�K�c�Y����ˮ������|���ɉK�l�����g����һ����䓿ס����_��ǰ���ɉK�l��քe��ס���g���ͽY����ˮ�ڵ���䓿ס�
�����_���r���ɉK�l��ͬ�r���»��ӣ�ʹ�����~���c���g���ͽY����ˮ�ڵ���䓿�һ�¡��@�r�����g���е��~ˮ��ͨ�^���g��ˮ���M���l��ף����M��Y����ˮ�ڣ��Kͨ�^���x�h�M��Y�������@�r�����_ʼ������ע�ꮅ�r���ɉK�l��ͬ�r�ϻ�����ס���g��ˮ�ںͽY����ˮ�ڵ����~�ڣ���ֹ�ˮ�M��Y������Ȼ�����g�����ߣ�������һ�K�l�壬��һ�K�l��t�c�Y����ˮ�����B����ֹ�ˮ�ĽY�����е����������l����φ��£���ȫ���T�����C�|������Ҫ���á�
���������ܑ��߂������c��
������1�����ˮ�����������g�͛_ˢ��
������2�������^�{�ęCе���Ⱥ���ĥ�ԡ�
������3���������õĿ������ԡ�
������4�����^�ߵ�ƽ���Ⱥ⻬�ȡ�
����Ŀǰ���l����|��Ҫ�к�ZrO2 85%���l�壬��ZrO2 65%��75%���l�壬�Լ����X̼-䆄���̼�ͺ��l�塣��|�l��r��ߣ����˽��ͳɱ�������Al2O3-C��Al2O3-ZrO2-C�ͺ��l�壬��䓏Sˮƽ�B�T�Cԇ�ã���r���á��l�岻�_�ѻ�������_�ѬF����䓿⻬���]�г��e����g��С��ÿС�r���g���s0.3mm��
- ��һƪ���_��t�۟��^���н������F��11�����}
- ��һƪ�������X������uʹ��
���]��
 �ھ���ԃ(7*24)
�ھ���ԃ(7*24) �Ԓ��ԃ
�Ԓ��ԃ